In the prehistoric period, the scope of welding was forge welding where this process follows up with metal heating and then brazing. But, the enhancements and innovations of technology have shown development in the era of welding that by the end of the 19th century, people became more modernized and their welding techniques also adapted to the change. Arc welding, resistance and gas welding are the fundamental welding techniques employed in many industries. Subsequently, many other forms of welding like friction, laser, ultrasonic and plasma welding methods gained prominence and came into implementation. These days many of the welding methodologies are being employed in multiple organizations and they became a mark for many businesses’ success. This article shows a clear concept of this welding and more.
What is Resistance Welding?
It is one of the most implemented welding technologies applied in manufacturing productions for connecting metal components and other sheets. Here the joint is done through the passage of current through the metal components that heat up and meltdown the components at confined locations. Before and after the application of current, the pressure is applied to restrain the contact location at the welding joint boundaries and in few cases to develop the workpieces. The resistance welding working principle is that the application of current and force through the welded parts develops resistance and thus creates a nugget in the melt joint. Even when there is the passage of a large amount of current, no electric shock is caused as minimal voltages are applied.
Resistance welding works on the principle of Joules’ heating law where the generation of heat is based on resistance, time and current and it is expressed as
Q = I2Rt
Where ‘Q’ corresponds to heat generated
‘I’ represents the amount of current passage through metal components
‘R’ represents the resistance of contact boundaries and base metals
‘t’ represents the time taken for the current flow
This is the simple operating principle of resistance welding. In general, there are numerous parameters that influence the output. Few of the parameters are
- Welding force
- Contact resistance
- Material properties
- Surface coatings
- Welding machine attributes
- Dimensions and geometry
Features
The features are
- Resistance welding is appropriate for high volumes as this process can be done in minimal time.
- No additional equipment is necessary as just pushing buttons to accelerate process automation.
- No flux like soldering is required, so soldered parts can be simply reused. Spatter and ultraviolet rays are most probable to be produced; therefore, fresh work location is preferred.
- Visual inspection seems to be somewhat complicated as the welding joint locations can’t be seen from external sides.
Types of Resistance Welding
Based on the metal shape, dimensions and the electrodes form, there exists multiple kinds of resistance welding and the few fundamental processes are described as below:
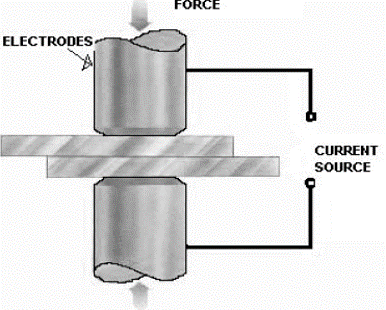
Resistance Spot Welding
Spot welding is the most implemented welding technique where the metal sheets are joined through direct application of opposing forces having electrodes with sharp tips. The resultant heat and electricity are based on the electrodes form. The size of the welding joint is generally characterized by the electrode tip contact area.
spot-welding
- This is the prevalent welding technique in the automotive domain for joining the automobile parts and huge components.
- Extensively utilized in the fabrication of domestic and furniture tools.
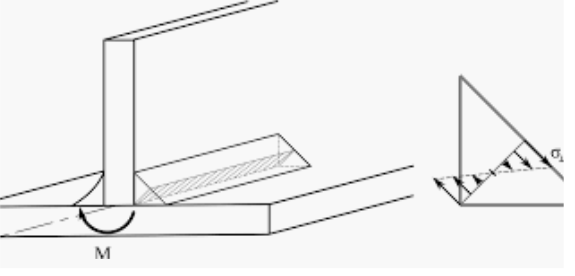
Projection Welding
Here, welding joints are formed through connecting the metal sheets or elements with the embossments through the direct application of opposite forces where the electrodes are specially manufactured to match with metal component shapes. The heat and electricity generation are pinpointed by the shape of the workpiece either through the natural design or by specifically designed shape. In this procedure, there might happen huge deformations or breakdowns in the projection area which implies an extended machine or process undercurrents.
projection-welding
This technique is implemented widely in the automotive domain, electrical manufacturing, construction companies, sensors production, electronics, pumping systems, and many others.
Solid projections are often employed in the case of welding fasteners for the metal components. The prominent example of this method is cross-wire welding. Here, the conjunction of the wires generates heat and resistance. Then the wires will have other shapes creating a joint.
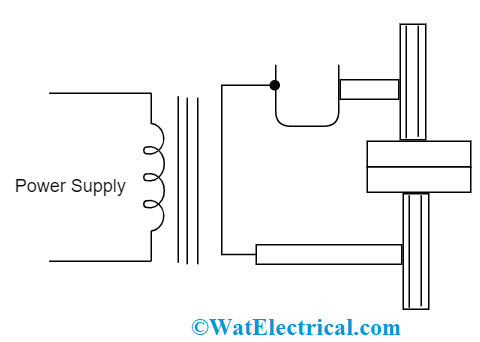
Seam Welding
It is the other kind of resistance welding to attach the metal components or sheets in a continuous manner probably so rigid and joints are formed through the application of opposing forces by electrodes having revolving wheels. The heat and electricity generation are pinpointed by the peripheral designs of the electrode wheels.
seam-welding
This technique is implemented in the development of radiators, heat transmitters, containers and many.
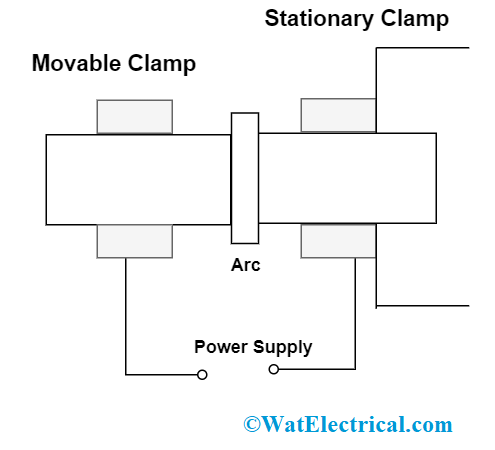
Flash Butt Welding
Butt welding is the resistance welding method to attach strong metal sheets or rods at the edges through the application of opposing forces with that of electrodes thus fixing the workpieces. A forging procedure is implemented then after the workpieces are done with a heating procedure. Probably there will be no melting so that a strong welding joint can be formed.
flash-butt-welding
This technique is implemented in the development of railway tracks, wire connections, and wheel edges.
There are many other resistance welding procedures like
- Series spot welding
- Micro resistance welding
- Resistance weld welding
- One-sided welding
- Indirect spot
Resistance Welding Advantages and Disadvantages
Along with the extensive benefits offered by resistance welding, it even has disadvantages. Let’s discuss the benefits and drawbacks of this process.
Advantages
the advantages are
- The minimum and maximum welding ranges are 0.mm and 20mm
- They can have quick welding speeds
- Resistance welding procedures are simply automated
- Welding process can be done for both the same and different kinds of metals
- It creates an increased production rate
- No additional equipment is necessary such as flux, shielding gases, and filler materials
- The technique is so streamlined and completely automated where no extra labor activities are necessary
Disadvantages
The disadvantages are
- The process is somewhat economical
- The width of a workpiece is constrained as because of electricity necessity
- It is minimally effective for huge conductive elements.
- It requires more electric power.
- Welding joints have minimal fatigue capability and are less tensile to forces
- Huge capacity, unstable load on the grid which may cause complicated issues
Applications
Resistance welding applications are many and few of those to be discussed are
- Resistance welding is extensively utilized in automotive companies for joining metal parts.
- Resistance welding has multiple daily use applications like welding of almirahs, iron gates, steel bars, and many
- This welding technique provides leak-proof welding necessary for boilers and tanks
- Also employed in the piping systems and tubes.
FAQs
1). Is MIG welding resistance welding?
Yes, a metal inert gas is a kind of resistance welding process using an electrode, inert gas and filler element.
2). What is a projection weld?
It is a kind of resistance welding where the design of the element is utilized to create subtle specific point contacts for the generation of electricity.
3). What is ultrasonic welding?
Here, welding joints are formed through the application of huge frequency ultrasonic acoustic vibrations being applied to the metal components.
4). How thick can you spot weld?
Spot weld can be applied for the metals which are of 3 mm thick.
5). What is the unit of resistance?
The unit of resistance is ohms and denoted as (Ω).
Please refer to the link and know more about Welding Types.
Thus, this is an overview of resistance welding, even though there are many drawbacks to resistance welding, they can be overridden and implemented in every range of industries. The current day welding monitor holds the ability to calculate various parameters and the combination of these parameters in various compositions can show the welding quality. There are even pre-welding resistance observations to check the quality. So, know more about what are the statistics performed in resistance welding and why are they necessary?